不锈钢烧结网可以通过焊接孔板提升滤板结构强度、防止丝网变形破损

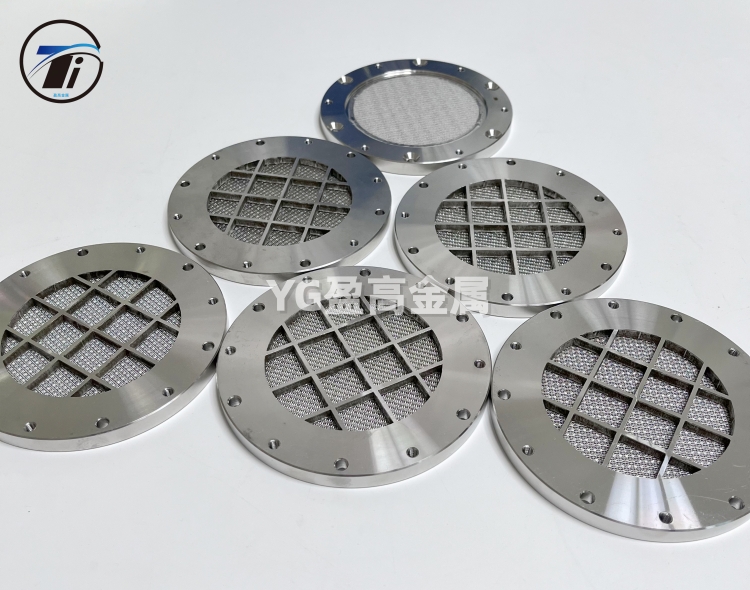
不锈钢丝网滤板底部焊接孔板,是提升滤板结构强度、防止丝网变形破损的常用工艺方案,核心要点如下:
1. 选材匹配:孔板材质需与不锈钢丝网一致(如304/316L),避免异种金属焊接产生电化学腐蚀;孔板厚度建议0.8-2mm,孔径φ3-8mm,开孔率控制在30%-50%,既保证支撑性又不影响通量。
2. 焊接工艺:优先采用电阻点焊或激光点焊,焊点间距50-100mm,呈梅花状分布,防止丝网局部过热烧损;边缘处可采用连续氩弧焊封边,增强密封性与整体牢固度。
3. 焊接后处理:去除焊渣与飞溅物,对焊缝及周边进行钝化处理,恢复不锈钢的耐腐蚀性;检测焊点牢固度,避免出现虚焊、脱焊现象。
4. 应用优势:焊接孔板后,滤板可承受更高的压差与冲击载荷,适用于高压过滤、流体搅拌等工况,同时能降低丝网因物料冲击导致的褶皱、堵塞风险。

